在不少沖壓車間中,氣動沖床仍然采用人工上下料的生產方式。操作人員需要不斷取料、定位、放入模具,再配合沖床完成沖壓動作。這種方式在小批量生產時尚可維持,但當訂單數量增加時,人工操作的節奏往往難以保持穩定,生產效率也容易受到人員熟練度和工作強度的影響。
晉志德在與客戶合作過程中,經常會根據材料規格與沖壓工藝,為客戶設計適合的沖床自動化改造方案。
1、薄板沖壓自動化改造方案
在氣動沖床前端配置
重型材料架與伺服送料機。材料架負責卷料的穩定放卷,而伺服送料機通過電機控制送料長度,使材料按照設定節拍進入模具位置。
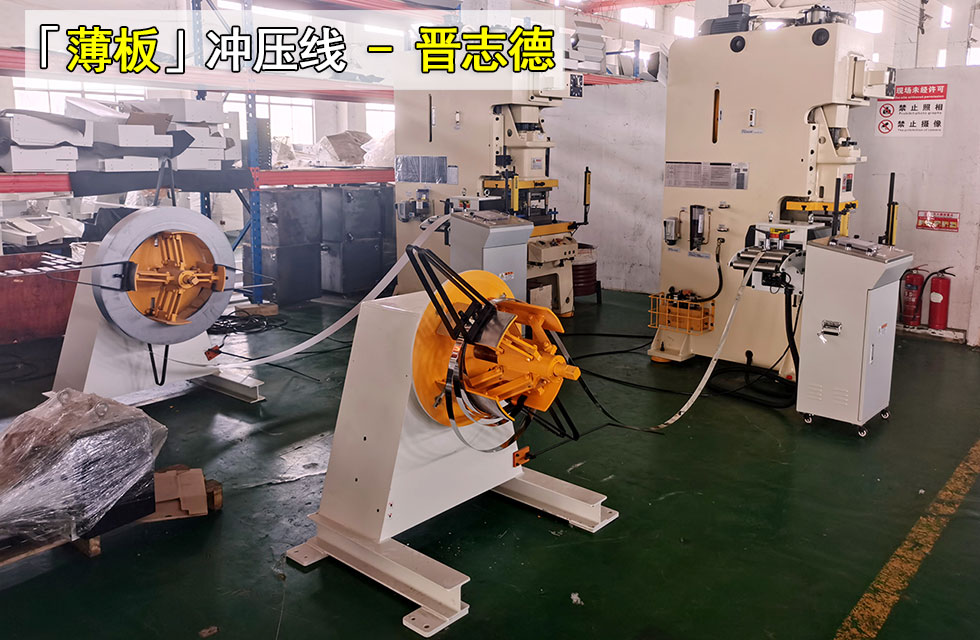
通過加裝重型材料架和伺服送料機,卷料可以直接進入沖床完成連續沖壓。操作人員只需定期更換卷料并進行簡單巡檢,生產節拍變得更加穩定,也減少了人工頻繁擺料的情況。
2、中板沖壓自動化改造方案與案例
當沖壓材料厚度增加到中板范圍時,常見的配置方式是二合一料架整平機配合伺服送料機。卷料先在料架放卷,然后進入整平輥進行校平,再由
伺服送料機按設定長度送入沖床。
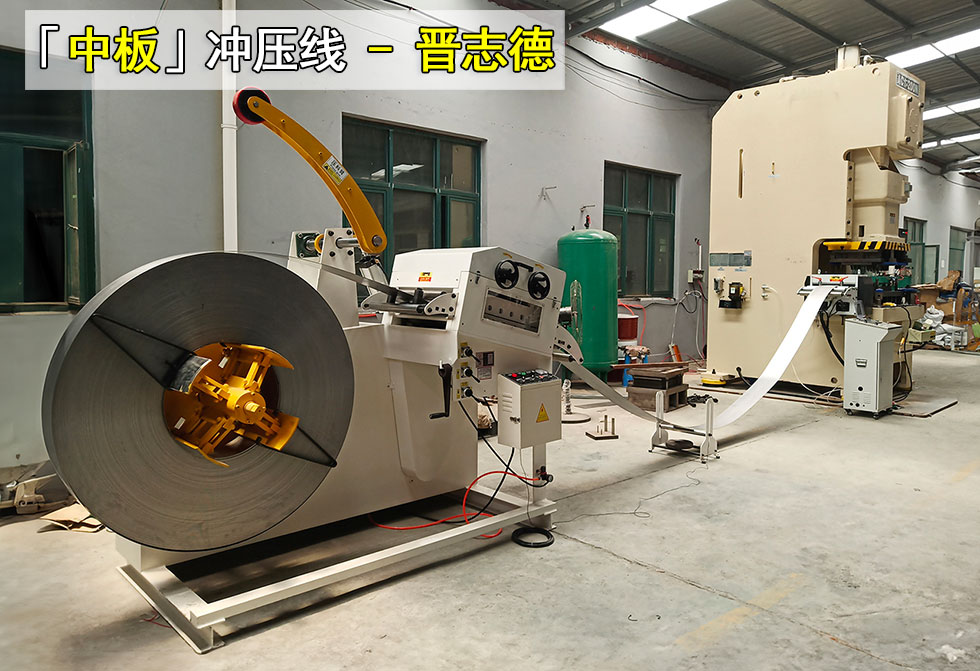
通過引入二合一料架整平機與伺服送料機組合,材料在進入沖床之前完成整平處理,送料動作由設備自動完成,沖壓過程更加連續,操作人員只需負責設備觀察和卷料更換。
3、厚板沖壓自動化改造方案與案例
厚板材料沖壓時,采用三合一送料機與氣動沖床配合使用。三合一設備將材料架、整平系統和送料機構整合在一臺設備中,材料從放卷到送料形成一體化流程,減少設備之間的銜接環節。

通過安裝三合一送料機,卷料在設備上完成放卷、整平和送料,直接進入沖床模具區域,生產流程更加連貫,同時也減少了材料搬運環節。
4、高速沖壓自動化改造方案與案例
在高速沖壓生產中,經常采用圓盤放料架與
夾式送料機的組合方式。圓盤放料架用于承載卷筒,而夾式送料機通過夾持方式完成高速送料,與高速
沖床保持同步動作。
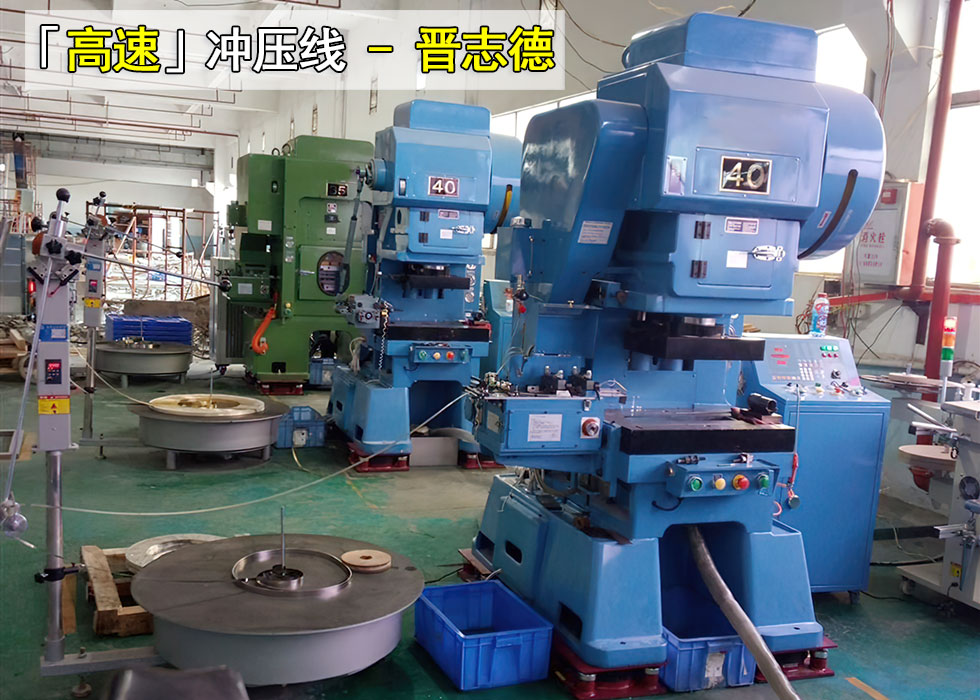
通過安裝圓盤放料架和夾式送料機,材料進入沖床的動作更加穩定,設備運行節奏與沖床保持一致,沖壓過程也更加順暢。
沖床自動化改造并不是簡單增加設備,而是需要結合材料規格、模具結構以及生產節拍進行合理配置。不同厚度材料對應不同設備組合,通過材料架、整平設備和送料系統的配合,可以讓材料連續進入沖床進行沖壓。



